

想了解我们的 球墨铸铁管超产品在细节产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是: 球墨铸铁管超产品在细节的图文介绍

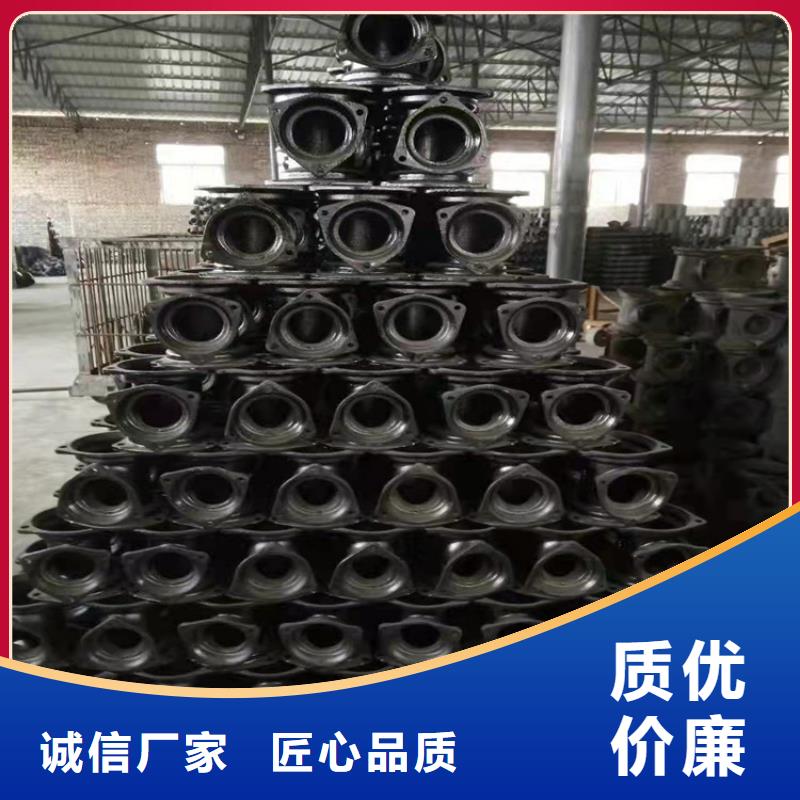
球墨管厂家告知有的厂家采用涂刷涂料来防止,取得了非常好的结果,但是还是会有昆山以及新兴球墨管铸件出现夹砂,砂眼的情况。一是由于浇口涂刷涂料相对较辛苦以及困难。二就是在浇注的过程中浇注温度特别高,并且冲刷较大,涂料在冲刷和高温浸泡下非常容易脱落。造成夹砂砂眼。长久以来非常多球墨铸铁管管铸件的厂商都并不是非常重视浇道。他们往往忽略了浇注过程中对浇道壁的冲刷。以及所以导致了铸件夹砂砂眼。1、球墨铸铁管管件的成品率,提高铸件的质量,降低铸件总成本。 2、采用铸造浇口陶管,此产品使用方便,具有流通光滑,耐铁水,钢水冲刷,不吸收钢水,可锯性佳等特点,可以简化造型工艺,省去浇口内侧上涂料的困难工作,并对改善浇注系统的布置,避免铸件冲砂,砂眼,加砂缺陷。对铸件质量以及球墨铸铁管铸件成品率都起到了非常重要的作用,特别是在各种各样的自硬性铸造造型中,其不同之处就更加的突出。


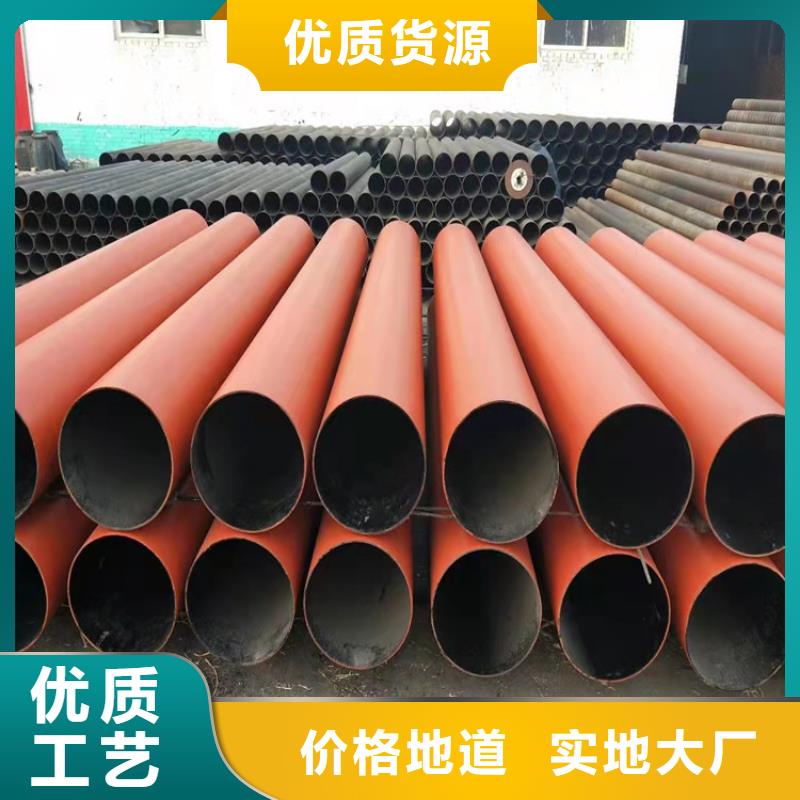
球墨铸铁管的质量由什么决定的呢?当然是含硅量决定球墨铸铁管的质量了, 含硅量对球墨铸铁管的机械性能影响很大,比如硅可以改变石墨 球的大小、分布和圆整度,可以细化石墨球,会使基体塑性、强度提高; 硅在退火过程中可以促进渗碳体分解,生成铁素体,提高球墨铸铁管的塑性和延展性;硅还可以溶解在铁中并强化金属基体,提高球墨铸铁管的硬度和强度。 因此球墨铸铁管中的硅主要是以孕育的方式加 入。为了更好的发挥硅的作用,在生产中硅以三次孕育的形式加入:首 先是球化包内孕育,其次是随流孕育,然后是管模粉孕育。并且这三次 孕育都以瞬时孕育的效果******,因此在球化包内孕育前炉内的硅要调 质到一个合适的量,由实验表明炉内的硅一般调到0.8 —丨.2%之间,如 果炉内的硅调到低于0.8^,在球化包内就要加入更多的孕育剂,这球墨铸铁管 样 球化后的铁液降温太大,不利于浇注;如果炉内的硅调到高于丨.2%, 在球化包内加入的孕育剂相对就会减少,这样孕育效果就会大大降 低,并且硅在高温的炉内还会被烧损,其反应方程式为51+2^01=5102结果会使铸管中的终硅量减少,影响铸管力学性能。



深耕 球墨铸铁管行业十年,一直坚持对 球墨铸铁管产品质量的严格把控,售前售中售后的服务。 十年耕耘,让社会各界看到了我们,格瑞管业(惠东县分公司)将继续努力,在 球墨铸铁管领域发光发热!



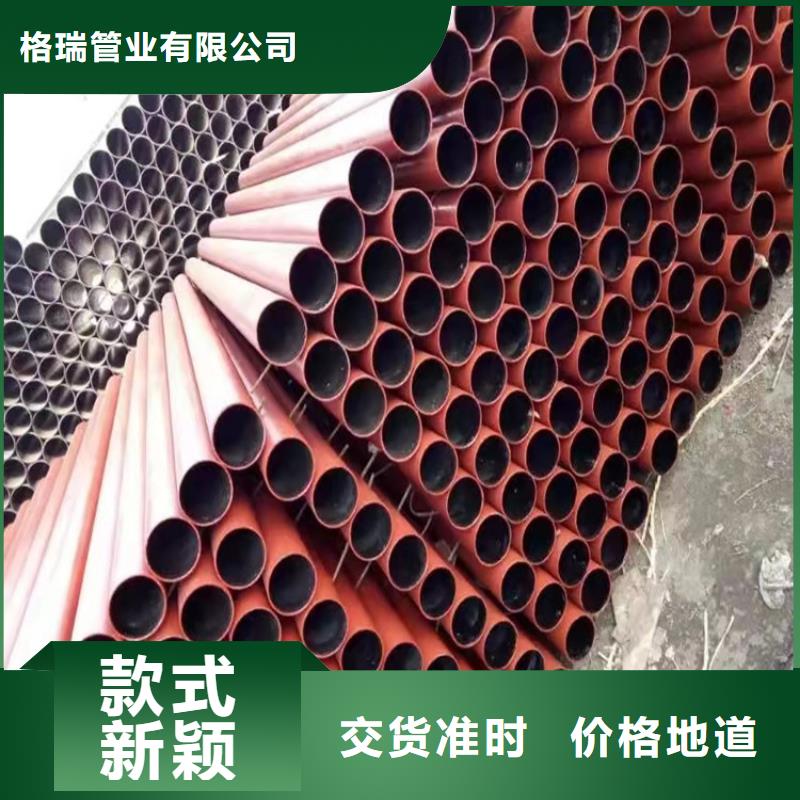
球墨铸铁管规格还好,不算多,但是球墨铸铁管件的种类非常的多,规格加上弯头度数,甲管的规格,乙管的规格,套袖的规格,三通的种类及规格,四通的种类及规格,双盘短管的长度、规格及种类,真可谓是上千种规格。球墨铸铁管件一般也是按理论重量,也就是按个数计算单价。球墨铸铁管件的弯头具体有以下分法:1.按角度分:45°弯头、90°弯头、22.5°弯头三种常用的,另外根据工程需要还包括11.25°等其他非正常角度弯头。 2.按弯头连接的管道直径,可以分为等径弯头,异径弯头(大小头),多种类型弯头的产生为工程施工提供了方便。3.按连结的方式分为:卡压式连接(常用)、直接焊接、法兰连接、电熔连接、螺纹联结及承插式联结等。 4.按照生产工艺可分为:焊接弯头、冲压弯头、铸造弯头等


